
JPT No. 23 – Breaking the mold: an empirical analysis of molding and casting efficiency
Matthew S. Eads1,2* & Andrew B. Heckert2
1 – Department of Geosciences, Fort Hays State University, 600 Park Street Tomanek Hall 233, Hays, KS 67601, USA
2 – Department of Geological and Environmental Sciences, Appalachian State University, 572 Rivers Street, Boone, NC 28608, USA
Emails: m_eads@mail.fhsu.edu (MSE)
ABSTRACT
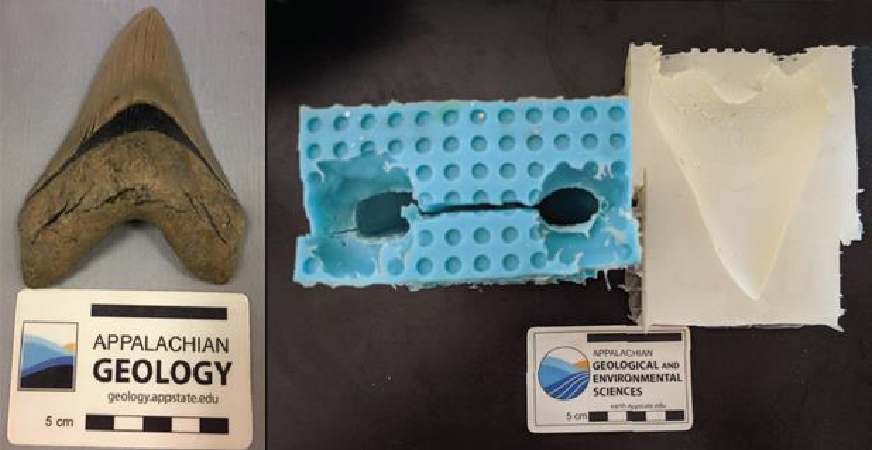
The goal of this project was to assess the production quantity capability of casts from tin-based and platinum-based silicone rubber molds, while also considering the mold’s rigidity under high and low stress environments. We compared six platinum-based molding rubbers (Mold Star® 16 FAST, Dragon Skin® 10 FAST, and EcoFlex™ 00-10, 00-20, 00-30, and 00-50) along with three tin-based molding rubbers (Mold Max® 10, Mold Max® 27T and Mold Max® 40). These products represent a variety of Shore hardness as well as pot life and cure times and are thought to have different archival capabilities. All molds were of a tooth of Otodus (= Carcharocles) megalodon and were poured using Smooth-Cast® 320 urethane resin. We made two one-part molds with each molding rubber, with the tooth positioned identically in each mold. Two tests were performed on each of the nine mold types—a short-term, high-stress and a long-term, low-stress test. For the short-term, or “torture-test,” we poured the mold every eight minutes for 8-10 hours a day until the mold was exhausted to simulate a “rush production” prior to a major event. In contrast, for the long-term test we poured the mold once or, at most, twice a day to simulate occasional use over a longer time frame, although this is probably a better approximation of “occasional” use as opposed to true “archival” use, where the cast may only be poured a few times over several years. During curing, the resin reaches 60˚C, which slowly causes the inside of the mold to become dry, rigid, and more susceptible to tearing. This process is exacerbated during the short-term test due to the interior of the mold constantly experiencing high temperatures. Over the long-term test tin-based rubber hardens and cracks faster, and thus breaks down sooner, than platinum-based rubber. Under high production settings tin-based rubber consistently produces a higher volume of casts than platinum-based rubber. The flexibility of the materials also greatly matters as high Shore hardness materials tear too easily, yet highly flexible (low Shore hardness) materials cannot support their own weight. Our results show that tin-based shore 10A molds have the best combination of flexibility to durability for frequent to occasional use.
RESUMO [in Portuguese]
O objectivo deste projecto era avaliar a capacidade de produção de quantidade de moldes a partir de moldes de borracha de silicone à base de estanho e platina, considerando também a rigidez dos moldes em ambientes de altas e baixas tensões. Comparámos seis borrachas de moldagem à base de platina (Mold Star® 16 FAST, Dragon Skin® 10 FAST, and EcoFlex™ 00-10, 00-20, 00-30, and 00-50) e três borrachas de moldagem á base de estanho (Mold Max® 10, Mold Max® 27T and Mold Max® 40). Estes produtos representam uma variedade de dureza de Shore assim como tempo de vida de mistura e tempo de cura e com capacidades arquivísticas estimadas diferentes. Todos os moldes foram de um dente de Otodus (= Carcharocles) megalodon e foram derramados utilizando resina de uretano Smooth-Cast® 320. Fizemos dois moldes de uma parte com cada borracha de moldagem, com o dente colocado de forma idêntica em cada molde. Dois testes foram efectuados em cada um dos nove tipos de molde – um de curta duração e elevada tensão, e um de longa duração e baixa tensão. Para o de curta duração, ou “teste de tortura”, deitámos o molde a cada oito minutos durante 8-10 horas por dia até ao molde se esgotar para simular uma “produção acelerada” anterior a um grande evento. Em contraste, para o teste de longa duração deitámos o molde uma vez ou, no máximo, duas vezes por dia para simular o uso ocasional ao longo de um intervalo de tempo mais longo, embora tal seja provavelmente uma melhor aproximação de uso “ocasional” por oposição a uma verdadeira utilização “arquivística”, na qual o molde pode apenas ser deitado algumas vezes ao longo de vários anos. Durante a cura, a resina atinge os 60º C, o que causa gradualmente o interior do molde ficar seco, rígido, e mais susceptível a rasgar. Este processo é exacerbado durante o teste de curta duração devido ao interior do molde ser constantemente exposto a altas temperaturas. Ao longo do teste de longa duração a borracha à base de estanho endurece e quebra mais facilmente, logo degrada-se em menos tempo, do que a borracha à base de platina. Sob condições de elevada produção a borracha à base de estanho consistentemente produz um maior volume de moldes do que à base de platina. A flexibilidade dos materiais é também de grande importância uma vez que materiais com dureza de Shore alta rasgam com demasiada facilidade, enquanto materiais muito flexíveis (dureza de Shore baixa) não suportam o seu próprio peso. Os nossos resultados mostram que os moldes com Shore 10ª à base de estanho possuem a melhor combinação de flexibilidade e durabilidade para utilização ocasional a frequente.